– Chris McMillan
Tigercat skidders have a reputation for high productivity, fierce pulling power and durable structure. In a world of rising expectations, Tigercat is continually striving to build more productive and more reliable products dedicated to the forestry industry. Commercially available components often fall short in meeting the tough demands of forestry machines. Axles in particular, are subjected to severe operating conditions. To meet these expectations, Tigercat has embarked on a program to develop in-house engineering and manufacturing expertise for drivetrain components.

A Tigercat spindle goes through the heat treat process. Quenching the part retains the desired hardness.
Vertically Integrated
In September 2014, Tigercat acquired a 6 100 m2 (66,000 ft2) plant to accommodate engineering, manufacturing, testing, warranty inspection and rebuild functions for axles, transmissions and other gear products. The objective was to ensure a reliable source for critical gear products, both in terms of quality, and manufacturing capacity. The result is that today Tigercat is self-sufficient in the design and manufacture of straight axles, large bogie axles, transmissions and pump drive gearboxes. The dedicated drivetrain plant has not only increased production, but also allows the design, inspection, and rebuild teams to work together to continually improve Tigercat driveline systems.
Forestry machines and their components are subjected to higher stress levels than most other off road machines. One of the axle components that is particularly vulnerable is the wheel spindle. The wheel spindle combines a shaft and a flange upon which the wheel is bolted to the axle. The spindles support the machine and transfer very high torque to the wheels. Spindles are subjected to repeated torsion and bending stresses. To assure high performance and long lifespan, the components undergo strict testing and quality control procedures.
Manufacturing Processes
The spindle production process begins with forgings that meet strict requirements for chemical composition and internal defects. The spindles are machined in two steps, one machine turns the flange end, and drills and taps the wheel bolt holes. A robot lifts the spindle from the first machine, turns it 180 degrees, and moves it to the second turning centre where the shaft portion is machined.
At this point the spindle is still in a green state, meaning it has not undergone any hardening treatment. In order to be able to withstand the stress it will be subjected to, it must be hardened using a heat induction process. The heat induction machine uses a high current electrical coil producing an electromagnetic field that passes over the spindle, which being ferromagnetic, raises the temperature of the steel spindle to approximately 900°C (1700°F) within just a few minutes. To reach this temperature so quickly, the machine consumes electrical energy at the rate of approximately 500 kW (670 hp). The total electrical energy used for each part is approximately 20 kWh, the equivalent of three to four days of electricity used by the average home. Once the steel reaches the appropriate temperature, it is immediately quenched by a high volume spray of a water based coolant. The bright orange glowing part is instantly quenched to retain the desired hardness.

The induction hardening machine is computer controlled, and each part has a unique program or recipe created by Tigercat engineers under the direction of senior engineer Irfan Zardadkhan. The recipe is programmed to bring each cross section of the spindle to the appropriate temperature. “Each recipe is specific for the size of the part and the depth to which we are hardening,” explains Irfan.
The hardening process affects the outer layer of the shaft portion of the spindle, while the inner core remains less hard, and more ductile. To remove any internal stresses, the spindles must be tempered. A batch of spindles is loaded into the oven and heated at a predetermined temperature for several hours. After tempering, the spindle is finish machined to final dimensions.
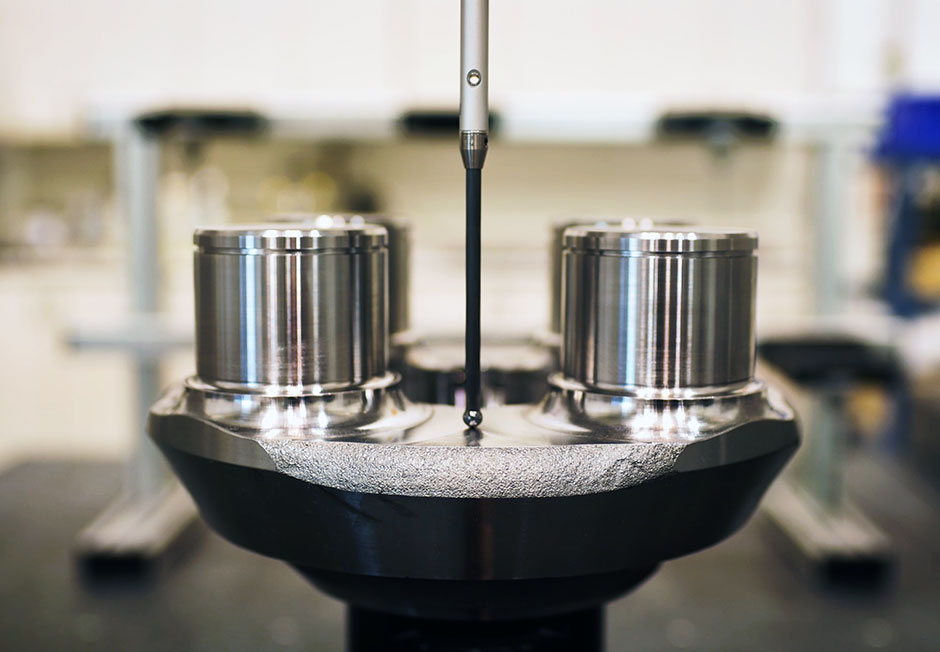
To ensure that the driveline components meet specifications and will perform as expected, critical components are routinely inspected on a Coordinate Measuring Machine (CMM).
Strict quality control
To ensure that the driveline components meet specifications and will perform as expected, critical components are routinely inspected on a Coordinate Measuring Machine (CMM). The CMM uses a probe mounted on an arm that touches predetermined points on the part being measured. Using the coordinates of these points in relation to one another, the measuring apparatus is able to determine the exact dimensions of the part to an accuracy of one micron, or about 1/70th the diameter of a human hair. Parts are then checked for both internal and external integrity. Since external irregularities are not always visible to the naked eye, the technicians use magnetic particle inspection. A spray containing suspended ferrous particles is sprayed onto the surface of the part. When an electrical charge is applied to the part, the particles are drawn to any voids in the part’s surface. By shining an ultraviolet light on the surface, any flaws are easily visible. To locate internal flaws, an ultrasonic detector is used. High frequency sound waves are sent through the part and reflect off of any irregularities, producing echo patterns that can be displayed on the detector’s monitor.
Continuous improvements
Located next to the CMM room is the Tigercat gear products rebuild facility. When axles, transmissions and other gear products reach the end of their life cycle, they can be returned to Tigercat for remanufacture. Components are disassembled, inspected and root cause analysis is performed. Tigercat engineers continually work on finding ways to extend the useful life cycle of Tigercat gear products. Drivetrain product manager Ben Blackman comments, “A big advantage that we have at this facility is that the team that designs the part, the team that assembles it, and the team that tears it down are all under one roof.ˮ
As demand continues to increase, construction is currently underway to prepare for the installation of four new machining centres and two new material handling robots, doubling the current spindle production capacity. Since the establishment of the in-house heat treat process, Tigercat designers have gained considerable knowledge which is incorporated in other components and product lines. In addition, it allows greater control over the quality of the parts being produced – all in an effort to deliver continuous product improvements that Tigercat customers have come to expect.
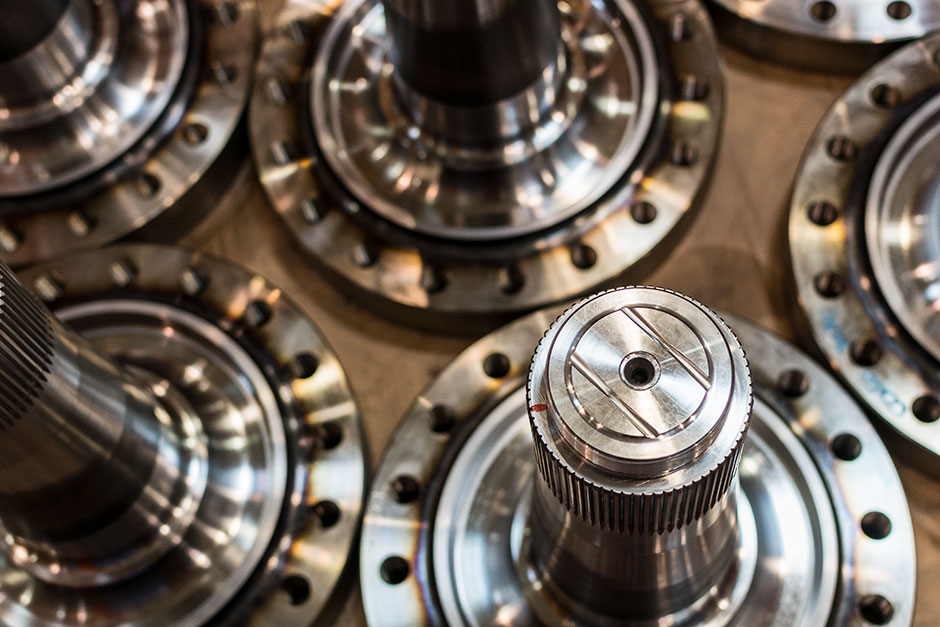
Wheel spindles are a critical part of the axle.



