— Крис Макмиллан
Трелевочные тракторы Tigercat хорошо известны благодаря своей высокой производительности, невероятно высокой тяговой мощности и прочной конструкции. На фоне рынка, где требования постоянно повышаются, Tigercat постоянно стремится создавать более производительную и надежную лесозаготовительную технику. Компоненты, доступные в продаже, довольно часто не отвечают строгим требованиям лесозаготовительного оборудования. К примеру, мосты таких машин подвергаются суровым условиям эксплуатации. С целью соответствия этим требованиям, компания Tigercat запустила программу по разработке собственного инженерного и производственного опыта по изготовлению компонентов трансмиссии.

Ступица Tigercat проходит процесс термообработки. Закалка детали позволяет сохранить необходимую твердость.
Вертикально-интегрированное производство
В сентябре 2014 г. компания Tigercat приобрела завод площадью 6100 м2 для размещения отделов проектирования, производства, испытательных работ и гарантийного осмотра, а также для ремонта мостов, трансмиссий и других механических элементов. Цель заключалась в обеспечении надежного источника важнейших компонентов оборудования, как с точки зрения качества, так и производственных мощностей. В результате Tigercat на сегодняшний день является самодостаточной компанией в рамках проектирования и производства прямых осей, крупных тандемных тележек, трансмиссий и редукторов привода насоса. Специализированное производство трансмиссий не только увеличило объем производства, но и позволило объединить усилия отделов проектирования, осмотра и ремонта с целью постоянного совершенствования трансмиссионных систем Tigercat.
Лесозаготовительная техника и ее компоненты подвергаются более высоким уровням нагрузки, чем большинство других машин внедорожного применения. Один из компонентов моста, который особенно уязвим, это ступица колеса. Ступица состоит из вала и фланца, к которому колесо крепится болтами. На ступицы приходится вес всей машины, и они передают очень высокий крутящий момент на колеса. Ступицы подвергаются повторному кручению и напряжению при изгибе. Чтобы обеспечить высокую производительность и долгий срок службы, детали подвергаются строгим испытаниям и процедурам контроля качества.
Производственный процесс
Процесс производства ступиц начинается с ковки, отвечающей строгим требованиям к химическому составу и внутренним дефектам. Ступицы обрабатываются в два этапа. Одна машина поворачивает конец фланца, а затем сверлит и создает отверстия для колесных болтов. Роботизированное устройство поднимает ступицу над первой машиной, поворачивает ее на 180 градусов и перемещает во второй токарный центр, где обрабатывается вал ступицы.
В этот момент ступица все еще не была подвержена закалке для повышения прочности. Чтобы выдерживать высокие нагрузки при работе, ее необходимо закалить при помощи индукционного нагрева. В индукционной установке используется высоковольтная электрическая катушка, создающая электромагнитное поле, которое проходит через ферромагнитную ступицу, повышая ее температуру примерно до 900 °C в течение нескольких минут. Чтобы достичь этой температуры столь быстро, установка потребляет около 500 кВт. Общая электрическая энергия, используемая для каждой детали, составляет приблизительно 20 кВт⋅ч, что эквивалентно электричеству, потребляемому в среднем одной семьей в течение трех-четырех дней. Как только сталь достигнет соответствующей температуры, ее немедленно охлаждают при помощи распылителя с большим объемом охлаждающей жидкости на водной основе. Ярко-оранжевую светящуюся деталь мгновенно охлаждают, чтобы придать ей желаемую твердость.

Индукционная установка управляется компьютером, и для каждой детали предусмотрена отдельная программа, созданная инженерами Tigercat под руководством старшего инженера Ирфана Зардадхана. Каждая программа продумана таким образом, чтобы все поперечные сечения ступицы были нагреты до нужной температуры. «Каждая программа уникальна согласно размеру детали и глубины закалки», — поясняет Ирфан.
Процесс закалки влияет на внешний слой вала ступицы, тогда как внутренний сердечник остается менее твердым и более пластичным. Для предотвращения внутренней нагрузки ступицы должны быть отпущены при помощи термической обработки. Партию ступиц загружают в термопечь и нагревают при заданной температуре в течение нескольких часов. После термической обработки ступица обрабатывается до конечных размеров.
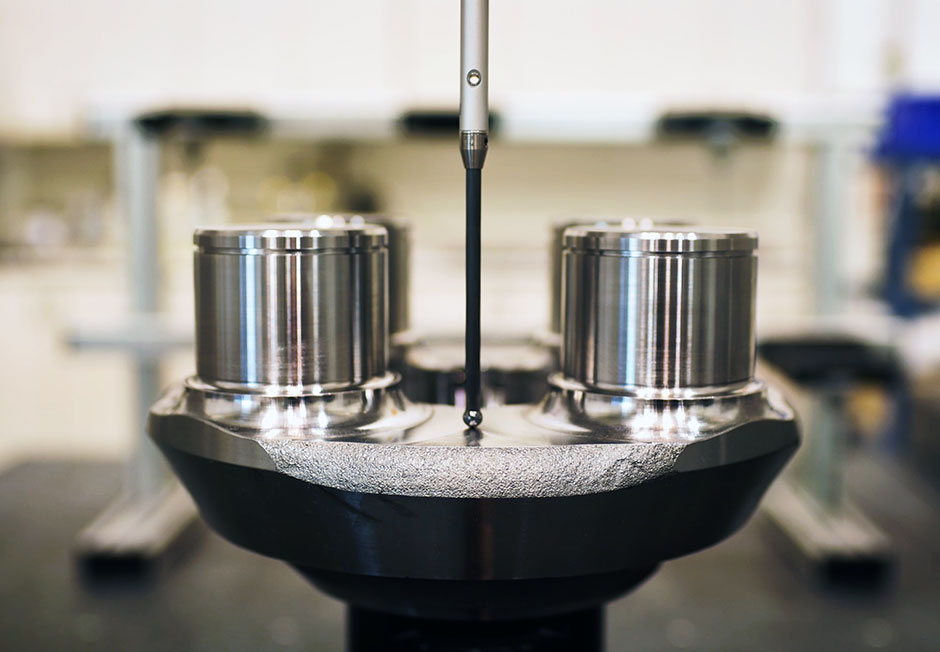
Чтобы убедиться, что компоненты трансмиссии соответствуют спецификациям и будут правильно выполнять свою функцию, наиболее важные детали регулярно проверяются на координатно-измерительном устройстве (CMM, Coordinate Measuring Machine).
Строгий контроль качества
Чтобы убедиться, что компоненты трансмиссии соответствуют спецификациям и будут правильно выполнять свою функцию, наиболее важные детали регулярно проверяются на координатно-измерительном устройстве (CMM, Coordinate Measuring Machine). Координатно-измерительное устройство работает на основе датчика, установленного на манипуляторе устройства, который касается заданных точек измеряемой детали. Используя координаты этих точек относительно друг друга, измерительная установка способна определять размеры детали с точностью до одного микрона, т. е. примерно на 1/70 диаметра человеческого волоса. Затем детали проверяются как на внутреннюю, так и на внешнюю целостность. Поскольку внешние шероховатости не всегда видны невооруженным глазом, специалисты используют метод контроля магнитным порошком. На поверхность детали распыляется вещество в виде суспензии с ферромагнитными частицами. При применении электрического заряда на деталь, частицы притягиваются к пустотам на поверхности детали. Благодаря освещению поверхности ультрафиолетовым светом, любые изъяны легко видны. Для обнаружения внутренних дефектов используется ультразвуковой детектор. Через деталь пропускаются высокочастотные звуковые волны, которые отражаются от любых неровностей, создавая эхо-сигналы, отображаемые на мониторе детектора.
Непрерывные улучшения
Рядом с помещением с координатно-измерительным устройством расположен отдел ремонта деталей Tigercat. Когда мосты, трансмиссии и другие механические элементы достигают конца своего рабочего цикла, они могут быть вновь направлены на завод Tigercat для восстановления. Подобные компоненты разбирают, проверяют и анализируют для выявления причины неполадки. Инженеры Tigercat постоянно работают над поиском путей продления срока эксплуатации продукции Tigercat. Заведующий производством трансмиссий Бен Блэкман поясняет: «Большим преимуществом нашей компании является то, что инженеры, которые разработали деталь, специалисты, которые ее собрали, а также те, что заново ее разбирают, работают все под одной крышей».
По мере того, как спрос продолжает увеличиваться, в настоящее время идет строительство для подготовки к установке четырех новых обрабатывающих центров и двух новых роботизированных устройств для обработки материалов, что удвоит текущие производственные мощности по производству ступиц. С момента создания собственного процесса термообработки инженеры Tigercat получили большой опыт, который они смогли применить к другим компонентам техники и производственным линиям. Кроме того, это позволяет лучше контролировать качество производимых деталей с целью непрерывного совершенствования продукции, которое ожидают клиенты от Tigercat.
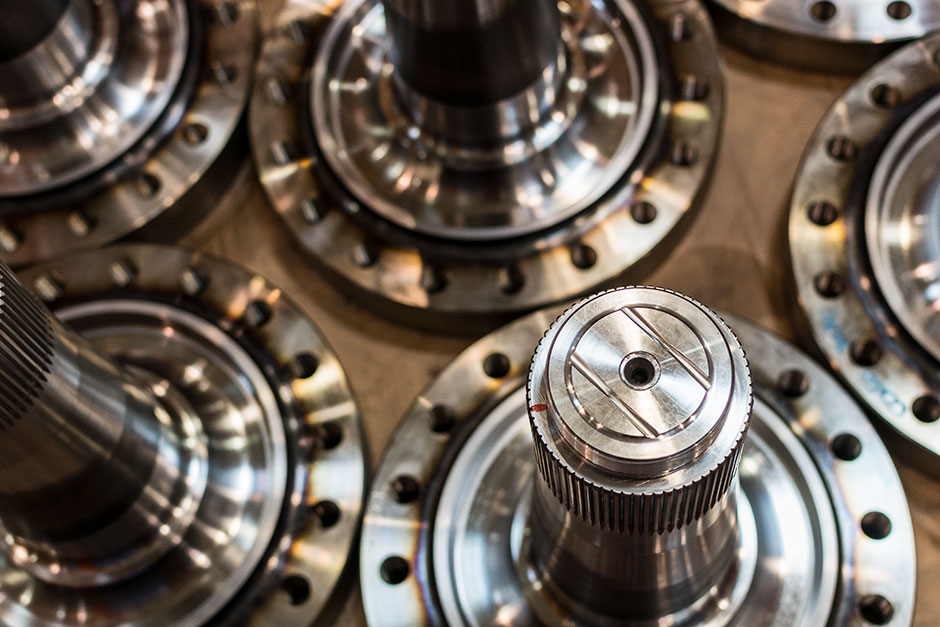
Ступицы являются важнейшим элементом моста.



