20 November 2018
Chris McMillan beleuchtet die neuesten Investitionen bei Tigercat – speziell entwickelte Anlagen zur Fertigung kritischer Bauteile. In dieser Ausgabe liegt der Fokus auf dem induktiven Härte- und Anlassprozess bei der Herstellung der Tigercat Achsspindeln.
– Chris McMillan
Tigercat Skidder genießen den Ruf, besonders leistungsstark, zugkräftig und robust zu sein. In einer Welt stetig wachsender Anforderungen arbeitet Tigercat kontinuierlich daran, noch produktivere und zuverlässigere Maschinen für die Forstwirtschaft zu entwickeln. Handelsübliche Komponenten stoßen dabei häufig an ihre Grenzen, insbesondere Achsen, die extremen Einsatzbedingungen ausgesetzt sind. Um diesen Anforderungen gerecht zu werden, hat Tigercat ein Programm gestartet, um eigene Entwicklungs- und Fertigungskompetenzen für Antriebskomponenten aufzubauen.

Eine Tigercat Spindel durchläuft den Wärmebehandlungsprozess. Durch das Abschrecken wird die gewünschte Härte des Bauteils erzielt.
Im September 2014 übernahm Tigercat ein 6.100 m² großes Werk, um dort die Entwicklung, Fertigung, Prüfung, Garantieinspektion und Überholung von Achsen, Getriebe und andere Antriebsprodukte zu bündeln. Ziel war es, eine zuverlässige und qualitativ hochwertige Eigenfertigung dieser kritischen Komponenten sicherzustellen und gleichzeitig die Produktionskapazität zu erhöhen. Heute ist Tigercat eigenständig in Konstruktion und Herstellung von Starrachsen, großen Bogie-Achsen, Getrieben und Pumpenantriebsgehäusen. Das spezialisierte Werk für Antriebssysteme steigert nicht nur die Produktionsleistung, sondern ermöglicht auch eine enge Zusammenarbeit zwischen Konstruktion, Prüfung und Überholung, um die Qualität der Tigercat Antriebssysteme kontinuierlich zu verbessern.
Forstmaschinen und ihre Komponenten sind höheren Belastungen ausgesetzt als die meisten anderen Offroad-Maschinen. Ein Bauteil, das dabei besonders beansprucht wird, ist die Radspindel: Sie besteht aus einer Welle und einem Flansch, an dem das Rad mit der Achse verschraubt ist. Die Spindeln tragen das Gewicht der Maschine und übertragen ein sehr hohes Drehmoment auf die Räder. Dabei sind sie wiederholten Torsions- und Biegebelastungen ausgesetzt. Um eine hohe Leistung und eine lange Lebensdauer zu gewährleisten, durchlaufen die Bauteile strenge Prüf- und Qualitätskontrollverfahren.
Die Produktion der Spindeln beginnt mit Schmiederohlingen, die strenge Anforderungen an chemische Zusammensetzung und innere Fehlerfreiheit erfüllen müssen. Die Bearbeitung erfolgt in zwei Schritten: In der ersten Maschine wird das Flanschende gedreht sowie die Radbolzenlöcher gebohrt und geschnitten. Ein Roboter entnimmt anschließend die Spindel der ersten Maschine, dreht sie um 180 Grad und legt sie in das zweite Drehzentrum, in dem der Wellenbereich bearbeitet wird.
In diesem Stadium befindet sich die Spindel noch im Rohzustand, d. h. sie wurde also noch keiner Härtung unterzogen. Um den späteren Belastungen standzuhalten, muss die Spindel durch ein induktives Härtungsverfahren gehärtet werden. Dabei erzeugt die Induktionshärtemaschine mittels einer Hochstromspule ein elektromagnetisches Feld, das über die Spindel geführt wird. Da der Werkstoff ferromagnetisch ist, erwärmt sich der Stahl innerhalb weniger Minuten auf etwa 900 °C. Um diese Temperatur so schnell zu erreichen, verbraucht die Anlage rund 500 kW (670 PS) elektrische Leistung. Für jedes Bauteil werden etwa 20 kWh Energie benötigt, was dem Stromverbrauch eines durchschnittlichen Haushalts für drei bis vier Tage entspricht. Sobald der Stahl die erforderliche Temperatur erreicht hat, wird er sofort durch einen kräftigen Sprühstrahl eines wasserbasierten Kühlmittels abgeschreckt. Das hellorange glühende Werkstück wird dabei innerhalb von Sekunden abgekühlt, um die gewünschte Härte zu erhalten.

Die Induktionshärtemaschine wird computergesteuert, und für jedes Bauteil gibt es ein individuelles Programm, eine sogenannte „Rezeptur“, die von den Tigercat Ingenieuren unter Leitung von Senior Engineer Irfan Zardadkhan entwickelt wurde. Das Programm ist so ausgelegt, dass jeder Querschnitt der Spindel auf die erforderliche Temperatur erhitzt wird. „Jede Rezeptur ist genau auf die Größe des Bauteils und die gewünschte Härtungstiefe abgestimmt“, erklärt Irfan.
Der Härteprozess betrifft die äußere Schicht des Spindelschafts, während der Kern weniger hart und dadurch dehnbarer bleibt. Um innere Spannungen abzubauen, werden die Spindeln anschließend angelassen: Eine Charge Spindeln wird in den Ofen geladen und mehrere Stunden lang auf eine vorgegebene Temperatur erhitzt. Nach dem Anlassen erfolgt die Feinbearbeitung auf Endmaß.
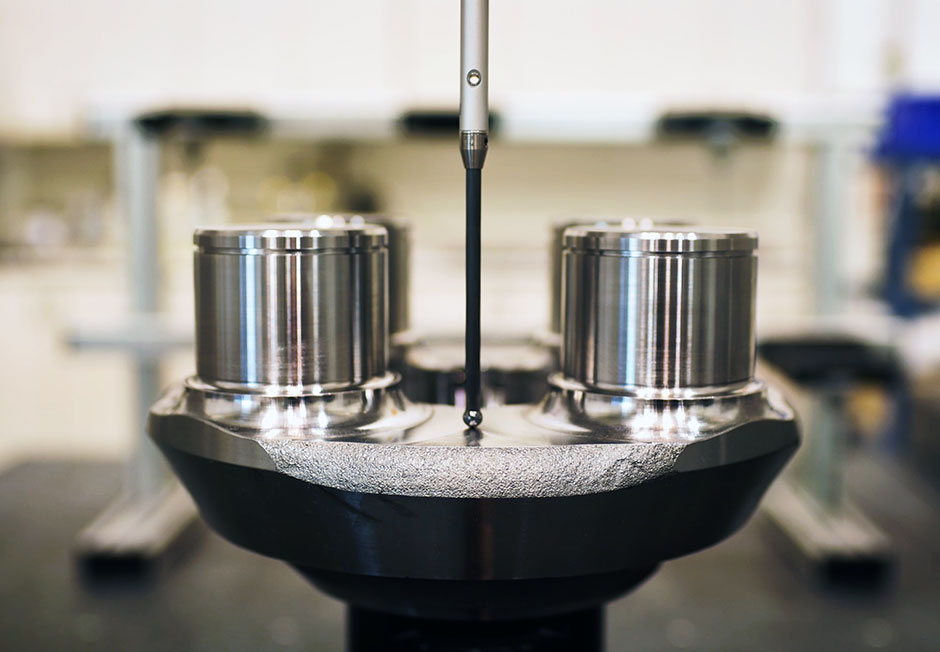
Um sicherzustellen, dass die Antriebskomponenten den Spezifikationen entsprechen und die erwartete Leistung erbringen, werden die kritischen Bauteile routinemäßig mit einer Koordinatenmessmaschine (CMM) geprüft.
Um sicherzustellen, dass die Antriebskomponenten den Spezifikationen entsprechen und die erwartete Leistung erbringen, werden die kritischen Bauteile routinemäßig mit einer Koordinatenmessmaschine (CMM) geprüft. Die CMM arbeitet mit einer Messsonde, die an einem Arm befestigt ist und definierte Punkte auf der Oberfläche des Bauteils abtastet. Anhand der Koordinaten dieser Punkte zueinander ermittelt das Messsystem die exakten Abmessungen des Bauteils mit einer Genauigkeit von bis zu einem Mikrometer, also etwa 1/70 des Durchmessers eines menschlichen Haares. Anschließend werden die Bauteile auf ihre innere und äußere Integrität geprüft. Da äußere Unregelmäßigkeiten nicht immer mit bloßem Auge zu erkennen sind, nutzen die Techniker das Verfahren der Magnetpulverprüfung. Dabei wird eine Flüssigkeit mit schwebenden Eisenpartikeln auf die Oberfläche des Bauteils gesprüht. Wird dann ein elektrisches Feld angelegt, lagern sich die Partikel an allen Hohlstellen an und machen so selbst kleinste Oberflächenfehler erkennbar. Unter UV-Licht werden eventuelle Fehler sofort sichtbar. Zur Erkennung innerer Materialfehler kommt ein Ultraschallprüfgerät zum Einsatz: Hochfrequente Schallwellen werden durch das Bauteil gesendet und an Unregelmäßigkeiten reflektiert: Die so entstehenden Echosignale können auf dem Monitor des Prüfgeräts dargestellt werden.
Neben dem CMM-Raum befindet sich die Tigercat Werkstatt für die Überholung von Antriebskomponenten. Wenn Achsen, Getriebe oder andere Antriebseinheiten das Ende ihres Lebenszyklus erreichen, können sie zur Wiederaufarbeitung an Tigercat zurückgesendet werden. Die Komponenten werden zerlegt, geprüft und einer Ursachenanalyse unterzogen. Die Ingenieure von Tigercat arbeiten kontinuierlich daran, die Lebensdauer und Zuverlässigkeit der Antriebskomponenten weiter zu erhöhen. Ben Blackman, Produktmanager für Antriebssysteme, erklärt: „Ein großer Vorteil dieses Standorts ist, dass sich Konstruktion, Montage und Überholung unter einem Dach befinden.“
Mit der weiter steigenden Nachfrage laufen derzeit Bauarbeiten für die Installation von vier neuen Bearbeitungszentren und zwei Materialhandhabungsrobotern, wodurch sich die aktuelle Spindelproduktionskapazität verdoppeln wird. Seit der Einführung des internen Wärmebehandlungsprozesses haben die Tigercat Konstrukteure umfassendes Know-how erworben, das auch in andere Komponenten und Produktlinien einfließt. Darüber hinaus ermöglicht die Eigenfertigung eine noch strengere Qualitätskontrolle – ein weiterer Schritt, um die kontinuierlichen Produktverbesserungen zu gewährleisten, die Tigercat Kunden erwarten.
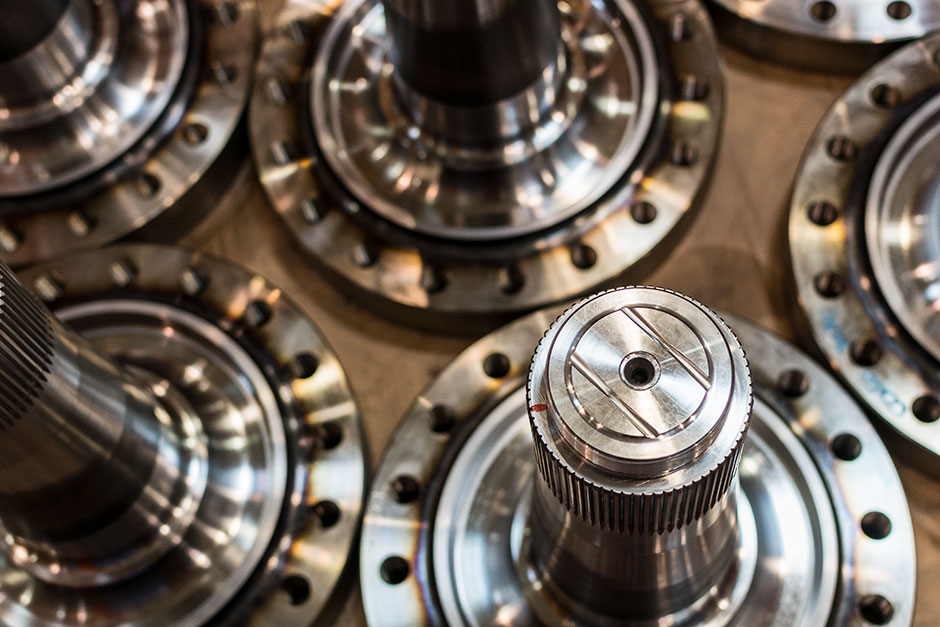
Radspindeln sind ein entscheidender Bestandteil der Achse.

30 April 2018
Dies ist der erste Artikel einer neuen Reihe im Magazin Between the Branches. „On the Floor“ beleuchtet verschiedene Aspekte des Fertigungsprozesses bei Tigercat. Das Unternehmen investiert kontinuierlich in modernste Maschinen und Technologien, um Effizienz und Qualität in der Produktion weiter zu steigern. In dieser Ausgabe spricht Chris McMillan mit Joe Barroso, Vizepräsident Fertigung, über die neuesten Schweißroboterzellen von Tigercat im Skidder-Werk.

